Valid Path of the Welding Quality Control in National Stadium ( NEST) Steel Structure Erection
Engineering(Changjiang&Jinggong steel structure(group)CO.,LTD,Shaoxing,312030,China ;Beijing
Chengjian&Jinggong Steel Structure Engineering CO.LTD,Beijing,100012,China)
Abstract:According to the brief introduction on the erection and welding engineering of National
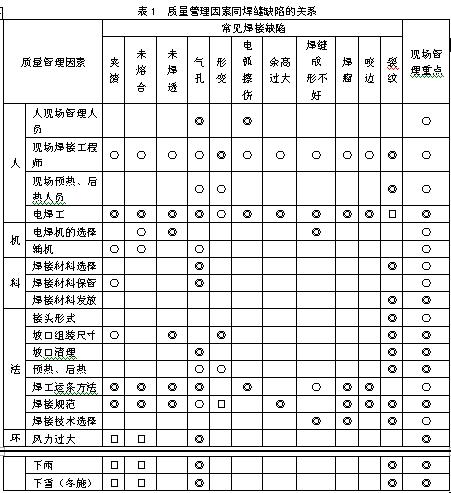
Stadium, this article analyses the relation between quality?management elements and welding
distortion, provides the key points of management and echnology, formulates the correct
technology rote, erects quality controlling system,and introduces several bright points on the
working process of system. By means of the introduction on the welding quality controlling path
and process of National Stadium steel structure erection engineering, this paper announces that
the valid path to control welding quality is to take the engineering characteristics as the
undation, taking the TQC thought as the leading, drawing up to suit the engineering actual
technique policy route, commencing from "person, machine, material, method, environment"
five elements, to carry out the whole member, the whole aspect,the whole process,becoming the
core thought of welding quantity control.
Keywords:Welding quality controlling Quality-management elements Welding Quality Guarantee
System Q460E-Z35 Steel Weldability Welding Procedure Evaluation Welding Stress and Deformation
control Large-flow gas to protect wind
1. 前言
國家體育場(鳥巢)鋼結構工程具有十分強烈的吸引力和挑戰性,獨特的全焊接重型鋼構高空大跨度馬鞍型設計造型,不僅使結構變為十分復雜,而且帶來難以控制的應力應變狀態,由此形成了“一焊,二吊,三卸載”的施工難關。作為貫穿整個工程決定結構安全運營的主導工序??焊接,其質量指標和施工難度之高可想而知,令世人矚目。業內專家,各級政府和相關領導對此給予了極大的關注,曾幾何時,在“鳥巢”工地形成了大家關心、擔心焊接,人人談論焊接的局面;緊迫感,使命感,強大的壓力油然而生。所幸的是隨著時間的推移,鳥巢的焊接工作在各級領導、專家的關懷下逐漸進入正軌,在工程中取得一定的成績;在此,我們僅目前取得的鋼結構現場安裝焊縫100%超聲波檢測,一次合格率大于99%,第三方抽查合格率100%的優異成績來回報社會各界對“鳥巢”鋼構安裝工程的關心和厚愛。
2. 工程概況
2.1 工程簡介
國家體育場位于北京市成府路南側,奧林匹克公園中心區內,是北京2008年奧運會的主體育場。建筑頂面呈馬鞍型,長軸為332.3m,短軸為297.3m,最高點高度為68.5m,最低高度為40.1m。屋蓋中間開洞長度為185.3m,寬度為127.5m。
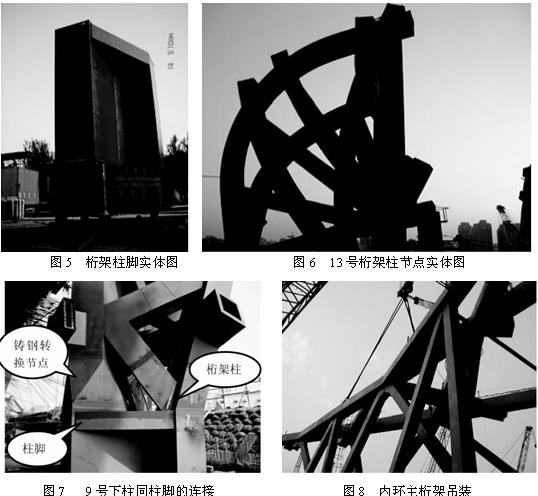
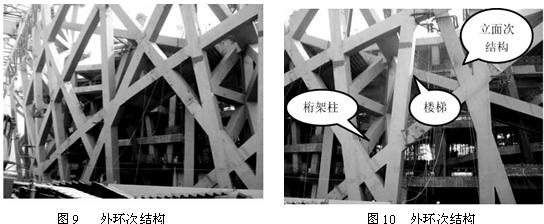
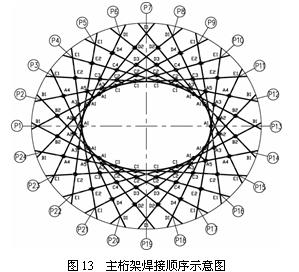
主桁架圍繞屋蓋中間的開口放射型布置,與屋面及立面的次結構一起形成了“鳥巢”的特殊建筑造型。大跨度屋蓋支撐在周邊的24根桁架柱之上,主桁架盡可能直通或接近直通,并在中部形成由分段直線構成的內環洞口。為了避免出現過于復雜的節點,4榀主桁架在內環附近截斷。用分段直線代替主桁架空間彎扭曲線弦桿,減少構件的加工難度。將腹桿傾斜角度控制在60°左右,網格大小盡量均勻,上下弦節點對齊,具有較好的對稱性。桁架柱、弦桿與腹桿形成完整的桁架,腹桿主要連接于外柱與立面次結構的交點。腹桿軸線與內外柱軸線在同一平面內,腹桿寬度為1200mm,與菱形內柱同寬。在屋蓋上弦采用膜結構作為屋面圍護結構,屋蓋下弦采用聲學吊頂。主場看臺部分采用鋼筋混凝土框架-剪力墻結構體系,與大跨度鋼結構完全脫開。
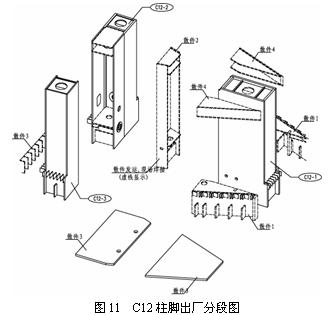
屋蓋主結構的桿件均為箱型構件,其中,主桁架斷面高度為12m,上弦桿截面為1200mm×1200mm~1000mm×1000mm,下弦桿截面為1000mm×1200mm~800mm×800mm,腹桿截面基本為600mm×600mm,主桁架沿洞口斜角交叉布置。桁架柱為三角形格構柱,每根格構柱由兩根1200mm×1200mm箱型外柱和一根1200mm×1200mm菱形內柱組成,腹桿截面為1000mm×1200mm。桁架柱上端大、下端小,上端與主桁架相連,下端埋入鋼筋混凝土承臺內,并將屋蓋荷載傳至基礎。
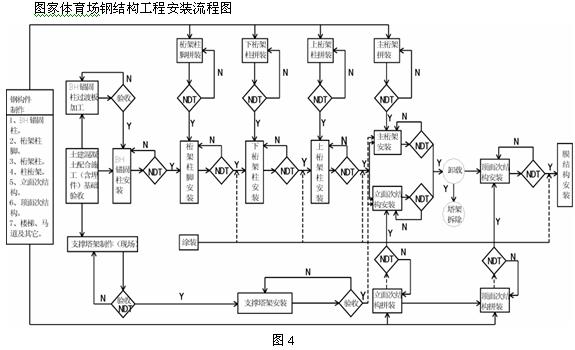
2.2 安裝方案介紹
本工程鋼結構體系新穎,經過多種施工方案反復比較、多次多層次的專家論證最終確定鋼結構總體安裝方案采用分塊高空散裝方法。主體鋼結構的安裝順序遵循對稱同步、盡早形成安裝區域局部穩定的原則,總體上分為三個階段八個區域,主體鋼結構共劃分230個安裝單元,其中:桁架柱48個安裝單元;平面主桁架166個安裝單元;立體桁架16個安裝單元。外環布置2臺800t履帶吊負責吊裝24根桁架柱和外圈主桁架,4臺150t履帶吊負責立面次結構的安裝;內環布置2臺600t履帶吊負責吊裝內圈和中圈主桁架;頂面次結構安裝階段,外環采用2臺300t履帶吊負責吊裝外圈肩部及頂面次結構,內環采用2臺150t履帶吊負責吊裝內圈頂面次結構。








 :
: 