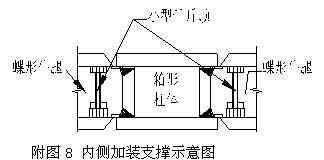
并調整水平。組裝平臺的長度和寬度必須滿足構件的長度和寬度,平臺的設置見附圖3。外框柱柱身旋轉后碟形節點的組裝位置見附圖4。
3.2.2 蝶形牛腿的組裝
① 在平臺上劃線
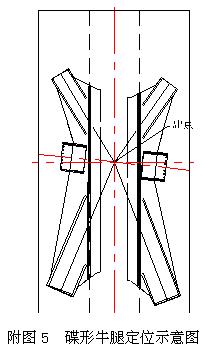
為了保證牛腿定位準確,在平臺上按1:1放樣。劃線時首先作出WP點,依據WP點作構件中心和牛腿定位中心。見附圖5。
② 在牛腿面板上劃線
蝶形牛腿的上下面板都應進行劃線,以保證蝶形牛腿上下面板尺寸一致。做法是先將上面板吊上平臺,按位置放置,檢驗下料偏差,確定中心和位置后,把中心線引到面板側面。再把中心線兩側的定位板固定在平臺上,然后將板吊下平臺;
再把下面板吊上平臺,檢驗中心位置與上面板的偏差,進行適當的調整后固定下面板,固定時不允許直接在構件與平臺之間點焊,用壓碼加楔形鐵進行固定。
③ 裝配碟形牛腿內部板
由于焊接位置的原因,內部構件不能一次完全裝配到位,需分階段裝配,隱蔽焊縫焊接后才能完整組裝。裝配的要點為:
a) 斜支撐處保證牛腿邊線到WP點的距離;
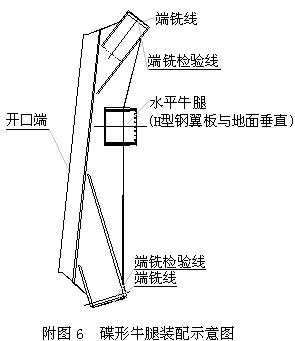
b) 水平牛腿部位保證孔中心到WP點的距離。由于水平牛腿位置在實際安裝時H型鋼翼緣板與地面垂直,因此同時還應重點保證H型鋼的裝配角度。
④ 蓋板、焊接和校正
將上面板重新吊上平臺,裝配就位,內側已裝構件用CO2氣體保護焊進行焊接,焊后校正。
⑤ 端銑線和檢驗線
為保證蝶形牛腿尺寸和位置滿足設計要求,制作后的蝶形牛腿上下接口處還必須進行端銑。
端銑前先進行劃線。將焊接、校正后的碟形牛腿吊上組裝平臺,按制作時平臺上的劃線調整碟形牛腿的位置和尺寸,然后將平臺上的位置線投影到碟形牛腿上表面,作出端銑線,同時在端銑線后端100mm處作端銑檢驗線。
⑥ 蝶形牛腿的端銑
采用本公司專用的端銑機床,制作專用的端銑胎架,對碟形牛腿的上下斷面進行端銑。
3.3 碟形牛腿與柱本體大組裝
組裝在平臺上進行。組裝和控制要點為:
① 組裝胎架
由于蝶形牛腿與柱身組裝時在上下焊縫部位需要留出適當的空間,同時也為劃線、引線的需要,我們在平臺上設制了一組相同高度的胎架板,在胎架板上進行組裝。
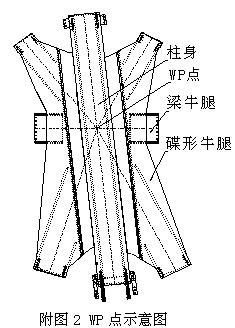
② 引出WP點
借助蝶形牛腿組裝時的劃線,先將柱身吊入組裝平臺放妥,將平臺上組裝用的柱身中心線、其它線條和W P點引出,利用測量工具引到柱身上平面。然后將蝶形牛腿分別吊入組裝平臺,引出牛腿中心與柱身WP點交會(4條線延長交會于WP點),誤差控制在±2mm范圍。
③ 確定相關尺寸
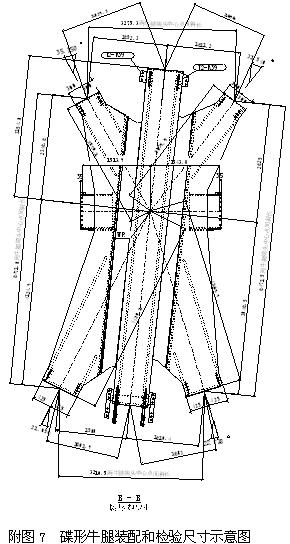
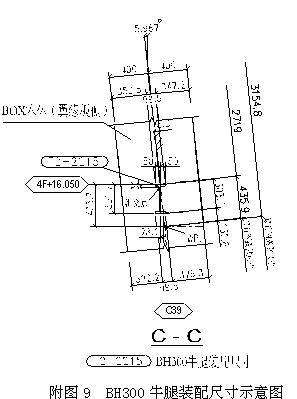
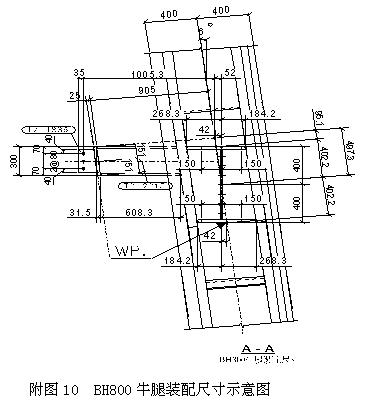
依據WP點調整蝶形牛腿位置進行組裝定位,仍然利用二次轉換后的詳圖進行測量和檢驗。為使制作后的構件測量更直觀,更切合實際,二次尺寸轉換后的詳圖中給出了各個方向測量和檢驗的相關尺寸和角度,見附圖7。






 :
: 