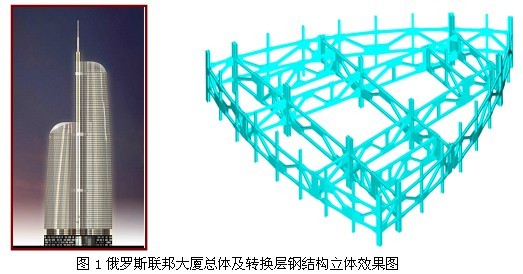
俄羅斯聯(lián)邦大廈轉(zhuǎn)換層鋼結(jié)構(gòu)施工技術(shù)
摘 要:本文著重從轉(zhuǎn)換層鋼結(jié)構(gòu)的預(yù)拼裝、吊裝、高強(qiáng)螺栓施工、測量等方面來闡述俄羅斯聯(lián)邦大廈工程鋼結(jié)構(gòu)施工工藝,并通過圖文來記述實(shí)際施工過程。
關(guān)鍵詞:
一、工程概況
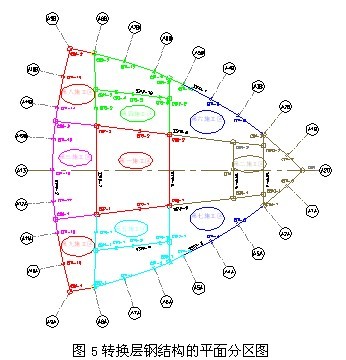
俄羅斯聯(lián)邦大廈A塔為93層鋼筋混凝土結(jié)構(gòu)(340m),該工程為歐洲第一高樓(448m),世界第一高的混凝土為主體結(jié)構(gòu)的高樓(創(chuàng)造了吉尼斯世界記錄)。為了側(cè)面承重和結(jié)構(gòu)墻分壓,在32~36,46~50和60~64增加技術(shù)轉(zhuǎn)換層(加強(qiáng)層)采用嵌入式鋼結(jié)構(gòu),將核心筒與周邊柱子相連(外伸臂桁架),并將周邊的柱子也連接起來(帶型桁架)。32-36層轉(zhuǎn)換層鋼結(jié)構(gòu)外圍帶狀桁架3榀,外伸臂桁架6榀,傳遞桁架2榀,共計(jì)11榀桁架,核心筒內(nèi)外伸臂桁架有4根。鋼結(jié)構(gòu)總重約為11000噸。結(jié)構(gòu)連接:生根于混凝土樓板上的30根落地立柱,采用將支撐板與地腳螺栓連接整體預(yù)埋于混凝土中,轉(zhuǎn)換層安裝時(shí)立柱與支撐板焊接的方法;其余所有構(gòu)件全部為12.9級(jí)高強(qiáng)度螺栓連接。高強(qiáng)螺栓總數(shù)為62020顆。本工程第一道轉(zhuǎn)換層鋼結(jié)構(gòu)位于32-36層之間 ,轉(zhuǎn)換層鋼結(jié)構(gòu)分為外圍帶狀桁架和核心外伸臂桁架兩部分,轉(zhuǎn)換層鋼結(jié)構(gòu)安裝使用一臺(tái)FAVCO M600D、一臺(tái)LIEBHERR 355HCL和一臺(tái)LIEBHERR 160HCL 塔式起重機(jī)進(jìn)行分段高空散拼。整體安裝順序?yàn)槭紫劝惭b核心部分然后安裝外圍部分,結(jié)構(gòu)安裝順序?yàn)橄劝惭b立鋼柱,然后安裝桁架下弦桿件,再安裝斜腹桿,最后安裝上弦桿件。
二、工程特點(diǎn)及關(guān)鍵技術(shù)
(一)工程特點(diǎn)
本轉(zhuǎn)換層鋼結(jié)構(gòu)平面形狀為三條弧線組成曲面形狀,主要構(gòu)件重量較大(少部分構(gòu)件單機(jī)吊裝不可實(shí)施)、跨度較大、高度高(13m),整個(gè)轉(zhuǎn)換層構(gòu)件的連接為高強(qiáng)螺栓連接,要求構(gòu)件制作和安裝精度高,施工難度大。
(二)工程難點(diǎn)及關(guān)鍵技術(shù)
1.超厚鋼板焊接
本工程最厚的鋼板為125厚,為盧森堡阿賽羅廠家制作,鋼材的含碳量較高,對(duì)焊接不利,所以厚板焊接是本工程的難點(diǎn)之一。
2.桁架預(yù)拼裝
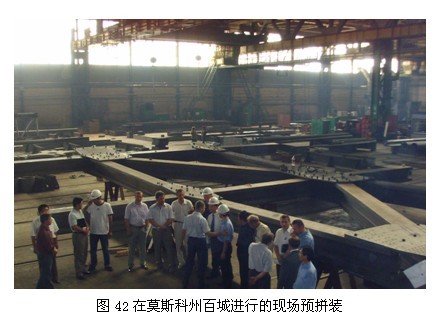
本工程桁架基本連接均為螺栓連接,所以構(gòu)件的加工和安裝的精度要求很高,所以桁架必須每榀進(jìn)行預(yù)拼裝來保證桁架整體的安裝精度。
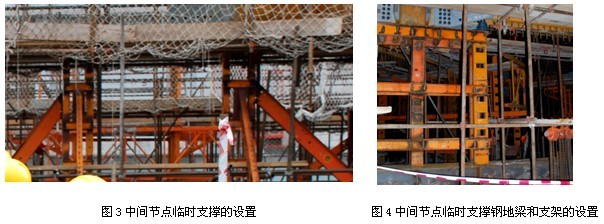
3.支撐架安裝
由于桁架下弦有局部節(jié)點(diǎn)為斷開設(shè)計(jì),需要下部做臨時(shí)支撐來進(jìn)行構(gòu)件的固定。在桁架安裝準(zhǔn)備階段需要按桁架斷開位置安裝支撐架。
4.高強(qiáng)螺栓的安裝
本工程大部分節(jié)點(diǎn)均為高強(qiáng)螺栓連接,共需66000套12.9級(jí)M27高強(qiáng)螺栓,所以高強(qiáng)螺栓的連接質(zhì)量也是本工程的關(guān)鍵。
三、施工方法
(一)施工依據(jù):
鋼結(jié)構(gòu)施工圖紙KM2(設(shè)計(jì)院7月23日簽發(fā))、加工廠構(gòu)件加工圖、轉(zhuǎn)換層鋼結(jié)構(gòu)施工方案與《支撐與維護(hù)結(jié)構(gòu)》第四章。
(二)施工步驟:
柱腳組件預(yù)埋→安裝桁架鋼柱→纜風(fēng)繩和柱腳臨時(shí)固定→支撐承重架的固定→安裝桁架下弦→安裝斜腹桿→安裝桁架上弦→形成穩(wěn)定體系
(三)地腳螺栓預(yù)埋
1.地腳螺栓安裝準(zhǔn)備
地腳螺栓工廠制作完畢后提前運(yùn)至施工現(xiàn)場,待土建結(jié)構(gòu)施工到該樓層標(biāo)高位置后,進(jìn)行預(yù)埋。將地腳螺栓定位軸線測放到安裝位置附近的模板上,將標(biāo)高測放在柱鋼筋上。
2.地腳螺栓安裝方法
31層混凝土柱剪力墻施工到32層地面標(biāo)高116.971m以下750mm(即埋件組件的安裝位置)時(shí)暫停豎向混凝土施工,在該位置預(yù)埋鋼板埋件,作為地腳螺栓臨時(shí)支撐及固定板。使用經(jīng)緯儀測量確定埋件安裝軸線位置。將地腳螺栓組件使用塔吊吊裝至安裝位置就位使用經(jīng)緯儀測量確定地腳螺栓組件安裝定位軸線,使用經(jīng)緯儀測量確定地腳螺栓組件安裝軸線,水準(zhǔn)儀測量確定地腳螺栓組件安裝標(biāo)高。地腳螺栓組件測量定位后,將其與臨時(shí)定位鋼板點(diǎn)接固定,以保證在澆注混凝土施工過程中的穩(wěn)定可靠。
(四)轉(zhuǎn)換層桁架安裝
1.安裝準(zhǔn)備
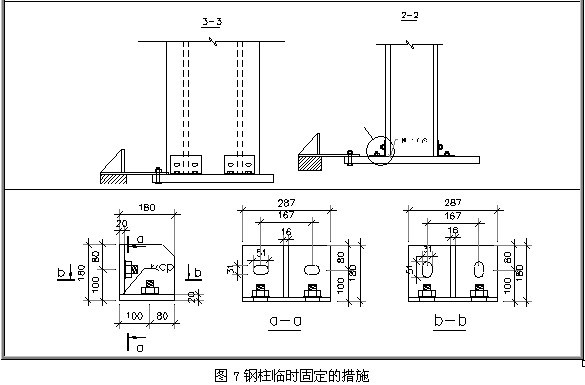
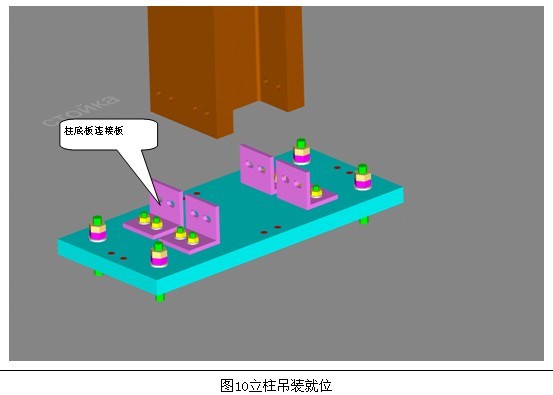
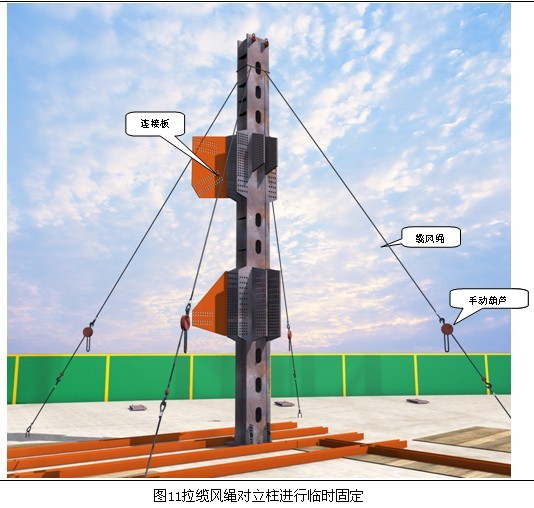
立柱安裝前,對(duì)進(jìn)場的立柱進(jìn)行進(jìn)場驗(yàn)收,仔細(xì)檢查立柱的長度、高度、截面等幾何尺寸及工廠焊縫等質(zhì)量問題,驗(yàn)收合格后方可進(jìn)行安裝。根據(jù)圖紙?jiān)O(shè)計(jì)要求立柱與柱腳板為分開,為了對(duì)立柱進(jìn)行臨時(shí)固定,保證立柱安裝過程安全穩(wěn)定,采取連接角鐵的形式進(jìn)行臨時(shí)固定。
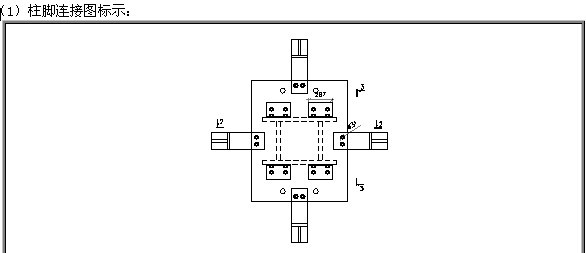
鋼柱柱腳連接板設(shè)計(jì)
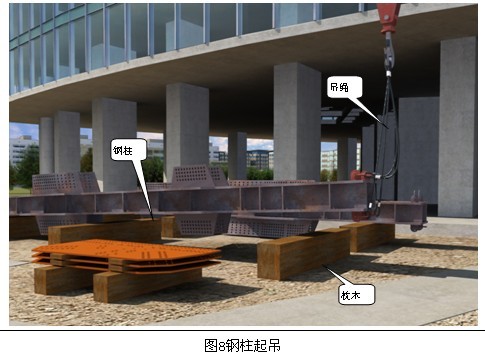
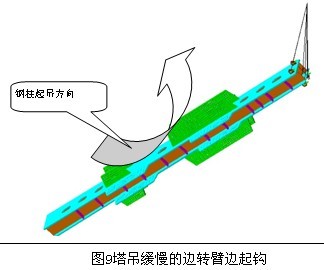
(2)立柱安裝
本工程立柱使用現(xiàn)場安裝的塔吊進(jìn)行安裝,吊裝時(shí)鋼柱帶一側(cè)的連接板,鋼梁帶另一側(cè)連接板。
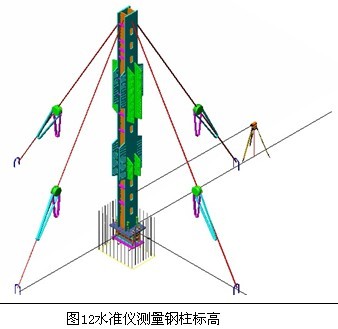
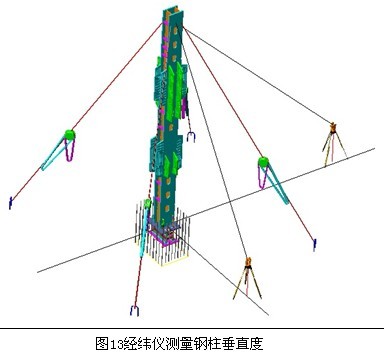
(3)鋼柱測量校正
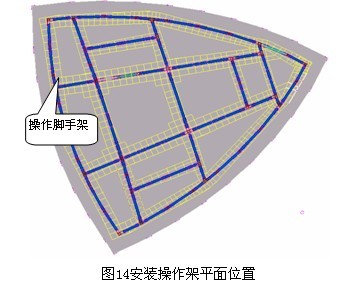
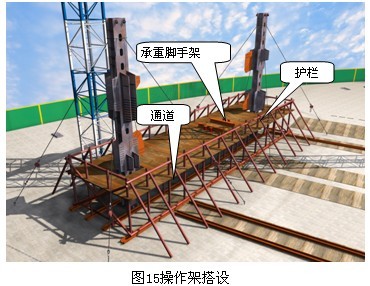
2.操作架搭設(shè)
腳手架分兩種,在弦桿連接位置采取承重結(jié)構(gòu)體系,在承重結(jié)構(gòu)和節(jié)點(diǎn)之間搭設(shè)作為施工人員行走及操作的平臺(tái)。操作腳手架將整個(gè)轉(zhuǎn)換層11榀桁架連接起來,以便于施工人員操作及行走。安裝操作架平面位置具體見下圖:
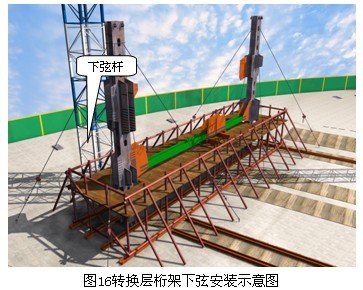
3.轉(zhuǎn)換層桁架下弦安裝
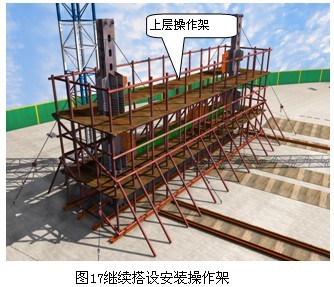
4.繼續(xù)搭設(shè)安裝操作架
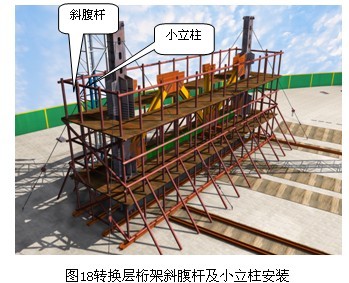
5.轉(zhuǎn)換層桁架斜腹桿及小立柱安裝
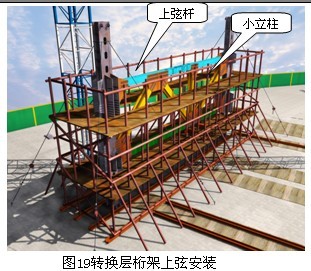
6.轉(zhuǎn)換層桁架上弦安裝
(五)高強(qiáng)螺栓保管
1.高強(qiáng)螺栓在運(yùn)輸、保管及使用過程中應(yīng)輕裝輕卸,防止損傷螺紋,發(fā)現(xiàn)螺紋損傷嚴(yán)重或生銹的螺栓不得使用。
2.螺栓連接副應(yīng)成箱在室內(nèi)倉庫保管,地面應(yīng)有防潮措施,并按批號(hào)、規(guī)格分類堆放,不得混批使用,高強(qiáng)螺栓連接副包裝箱底層距地面高度30mm,架兩道方木,一層50木板,堆放高度不大于6層。
3.高強(qiáng)螺栓在使用前不得開箱,以免破壞包裝的密封性,開箱后取出部分螺栓后也應(yīng)原封包裝好,以免沾染灰塵。
4.高強(qiáng)螺栓連接副在安裝使用時(shí),工地應(yīng)按當(dāng)天計(jì)劃使用的規(guī)格和數(shù)量領(lǐng)取,當(dāng)天安裝剩余的螺栓應(yīng)妥善保管。
5.在使用過程中應(yīng)注意保護(hù)螺栓,不得沾染泥砂等臟物和碰傷螺紋,在使用過程中發(fā)現(xiàn)異常情況,應(yīng)立即停止施工,經(jīng)檢查確認(rèn)無誤后再進(jìn)行施工。
6.螺栓倉庫應(yīng)有專人負(fù)責(zé)發(fā)放,并做好螺栓發(fā)放記錄。
7.高強(qiáng)螺栓的領(lǐng)用應(yīng)分節(jié)點(diǎn)按規(guī)格、型號(hào)分批進(jìn)行,一次不可領(lǐng)用過多堆放到室外,防止螺栓亂用、丟失;
8.施工中的高強(qiáng)螺栓應(yīng)和臨時(shí)螺栓分別堆放管理,切忌混淆使用。
(六)高強(qiáng)螺栓施工方法
本工程采用12.9級(jí)大六角頭型高強(qiáng)螺栓,采用專用扭矩扳手施工。
1.高強(qiáng)度螺栓及連接板數(shù)量統(tǒng)計(jì)(按施工分區(qū))
2.結(jié)構(gòu)安裝初期采用安裝螺栓進(jìn)行臨時(shí)固定,安裝螺栓采用10.9級(jí)M27高強(qiáng)度螺栓,安裝螺栓使用數(shù)量為連接節(jié)點(diǎn)螺栓群數(shù)量的1/2,安裝銷子至少為連接節(jié)點(diǎn)螺栓群數(shù)量的1/10。待結(jié)構(gòu)測量校正完畢后再將安裝螺栓換為12.9級(jí)M27高強(qiáng)度螺栓。
3.高強(qiáng)螺栓替換時(shí),應(yīng)先補(bǔ)穿未裝螺栓的螺栓孔,然后逐條替換臨時(shí)螺栓。螺栓的穿入方向盡量一致,品種、規(guī)格要按照設(shè)計(jì)要求進(jìn)行安裝。
4.高強(qiáng)螺栓安裝應(yīng)能自由穿入螺栓孔,嚴(yán)禁強(qiáng)行穿入,如不能自由穿入時(shí),該孔應(yīng)用電動(dòng)磨頭進(jìn)行修整。
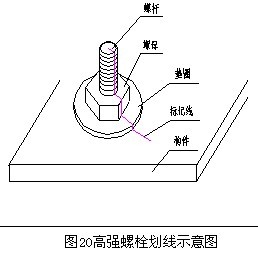
5.高強(qiáng)螺栓施工時(shí)分為初擰和終擰兩個(gè)步驟,初擰時(shí)主要為消除扳間間隙,初擰的力矩一般為終擰力矩的50%~70%左右。初擰合格后應(yīng)做出標(biāo)記,如下圖:
6.高強(qiáng)螺栓初擰完畢,用專用工具進(jìn)行終擰,不得用終擰扳手代替初擰扳手使用。終擰的次序從中間向兩邊或四周對(duì)稱進(jìn)行,不得出現(xiàn)漏擰現(xiàn)象。同一高強(qiáng)度螺栓初擰和終擰的時(shí)間間隔,要求不得超過一天。
7.高強(qiáng)螺栓終擰完畢,應(yīng)及時(shí)進(jìn)行螺栓的檢查驗(yàn)收工作。
8.制作廠制作時(shí)在節(jié)點(diǎn)部位不應(yīng)涂裝油漆,終擰檢查完畢的高強(qiáng)度螺栓節(jié)點(diǎn)及時(shí)進(jìn)行油漆封閉
9.高強(qiáng)度螺栓施工順序
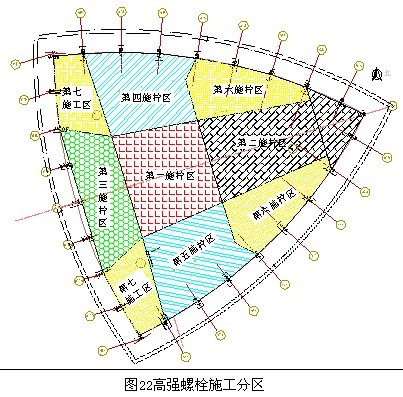
高強(qiáng)度螺栓安裝依據(jù)安裝施工順序依次進(jìn)行,根據(jù)轉(zhuǎn)換層鋼桁架結(jié)構(gòu)特點(diǎn)及施工分區(qū),將高強(qiáng)度螺栓施擰分為七個(gè)區(qū)域進(jìn)行施工。
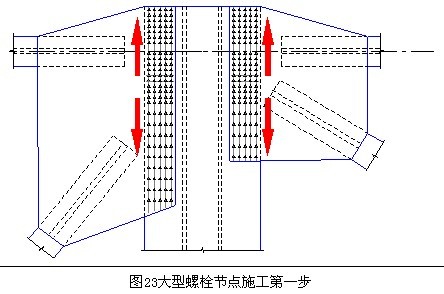
高強(qiáng)度螺栓施擰時(shí),采取從中心向四周擴(kuò)散的原則進(jìn)行。本工程節(jié)點(diǎn)復(fù)雜的多組螺栓群組合體系,我們將鋼柱作為施擰節(jié)點(diǎn)中心部分,以此向四周擴(kuò)散施擰,保證高強(qiáng)度螺栓施擰質(zhì)量及連接板頂緊面的完全貼緊。
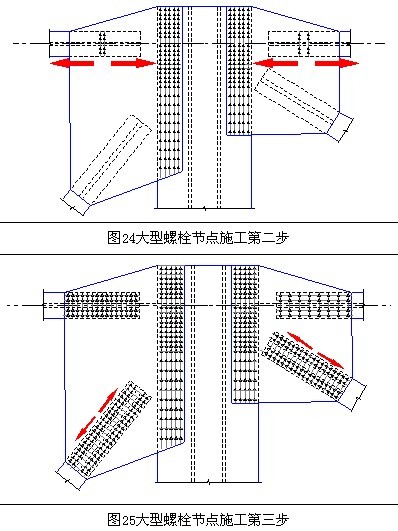
轉(zhuǎn)換層高強(qiáng)度螺栓整體施擰順序
針對(duì)本工程螺栓節(jié)點(diǎn)的復(fù)雜多樣,經(jīng)與專家及多次討論確定螺栓施擰順序?yàn)橄仁Q鋼柱部分螺栓群,然后施擰上下弦螺栓群,最后施擰斜腹桿部分螺栓群。
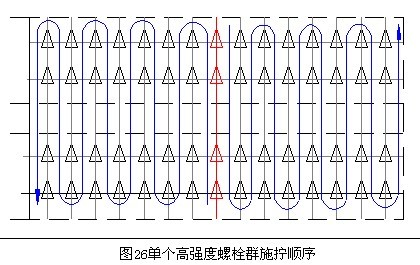
單個(gè)高強(qiáng)度螺栓群施擰順序
(七)厚板焊接的施工工藝
1.對(duì)高強(qiáng)度厚板的焊接結(jié)構(gòu)和接頭應(yīng)進(jìn)行認(rèn)真分析,盡可能避免板厚方向承受較大的焊接收縮應(yīng)力,加強(qiáng)與設(shè)計(jì)單位溝通,必要時(shí)改變接頭板厚度方向上的傳力方向,避免層狀撕裂。
2.板厚方向承受較大焊接應(yīng)力的焊透T型接頭,下料后裝配前對(duì)翼板進(jìn)行UT檢查,確保厚板內(nèi)無分層或其它層狀雜質(zhì),避免層狀撕裂產(chǎn)生。
3.嚴(yán)格控制厚板構(gòu)件的裝配和焊接順序,確保接頭的焊接應(yīng)力最小。通過對(duì)構(gòu)件拘束度的水平計(jì)算和推算出厚板待焊接接頭的應(yīng)力水平和狀態(tài),根據(jù)焊接接頭應(yīng)力或拘束最小原則,確定厚板接頭的裝配和焊接順序。
4.嚴(yán)格控制高強(qiáng)度厚板焊縫中的含氫量水平,使焊縫含氫量處于H4的狀態(tài)以下。通過嚴(yán)格篩選焊接材料確保含氫量處于低水平;嚴(yán)格清除接頭周圍的鐵銹和油污等雜質(zhì),減少焊縫氫的來源;避免直接在雨、雪及空氣濕度較大的環(huán)境下施焊,避免水分和氫的直接侵入;嚴(yán)格控制焊接預(yù)熱和層間溫度,避免鋼材本身的水分侵入焊縫并使焊縫中氫能充分溢出。
5.嚴(yán)格控制焊接接頭的淬硬性。焊接施工時(shí)控制預(yù)熱和層間溫度,焊后采取緩冷和后熱處理。承受拉應(yīng)力的對(duì)接焊縫進(jìn)行焊后熱處理。
6.嚴(yán)格控制厚板焊接接頭的熱輸入(線能量),避免焊接接頭的淬化。開工前作好焊接工藝評(píng)定和試驗(yàn),優(yōu)選焊接材料和焊接工藝參數(shù)范圍,根據(jù)合格的工藝評(píng)定報(bào)告(PQR)制定厚板焊接工藝規(guī)范(WPS),按照(WPS)的要求進(jìn)行車間厚板施焊,確保接頭的性能結(jié)合優(yōu)良。
7.選擇有厚板焊接經(jīng)驗(yàn)的優(yōu)秀焊工擔(dān)任厚板焊接工作,選擇有經(jīng)驗(yàn)的焊接檢驗(yàn)員進(jìn)行厚板結(jié)構(gòu)的焊接檢查和控制。
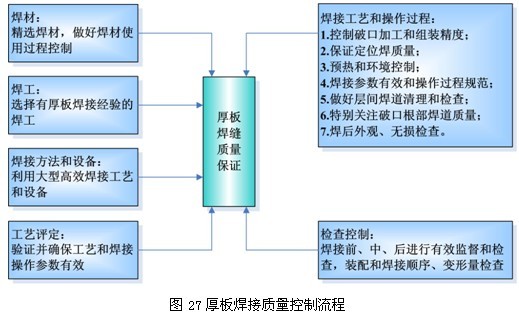
8.厚板焊縫工藝保證措施
四、測量控制方法
本方案為轉(zhuǎn)換層鋼結(jié)構(gòu)測量專項(xiàng)方案。結(jié)構(gòu)型式復(fù)雜,根據(jù)工程涉及圖紙和工程本身的具體情況,結(jié)合俄羅斯當(dāng)?shù)氐臏y量工作習(xí)慣,遵照當(dāng)?shù)氐氖┕y量規(guī)范(СНиП 3.01.03-84),參考中國相關(guān)測量規(guī)范,編制本工程鋼結(jié)構(gòu)施工測量方案。
(一)軸線豎向傳遞施工測量
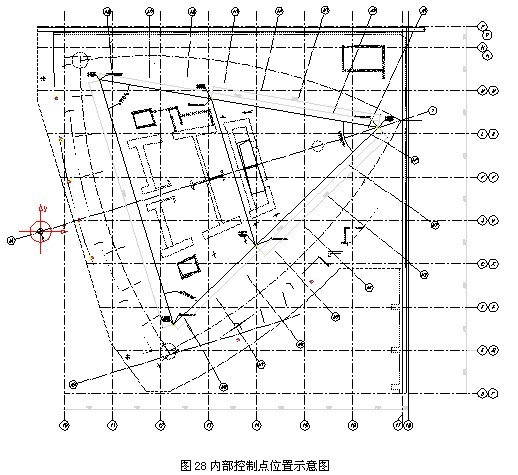
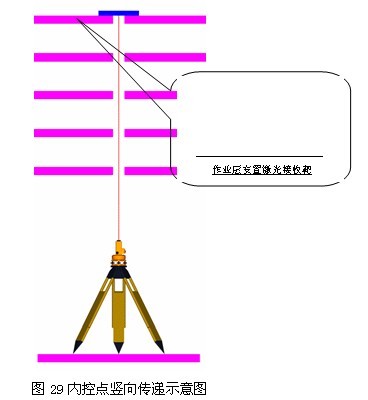
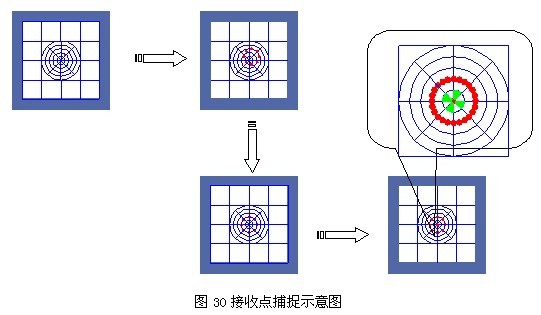
31層樓板施工完成后,依據(jù)已有內(nèi)部測量控制點(diǎn)引測到施工作業(yè)面。內(nèi)部控制點(diǎn)引測使用鉛直儀進(jìn)行,通過在內(nèi)部控制點(diǎn)上架設(shè)鉛直儀,對(duì)中、精密整平。在施工層用有機(jī)玻璃板制作的接收靶接收。控制點(diǎn)引測完成進(jìn)行校核角度和尺寸關(guān)系,符合要求后作為施工層地腳螺栓預(yù)埋、鋼柱校正控制線定位的依據(jù)。
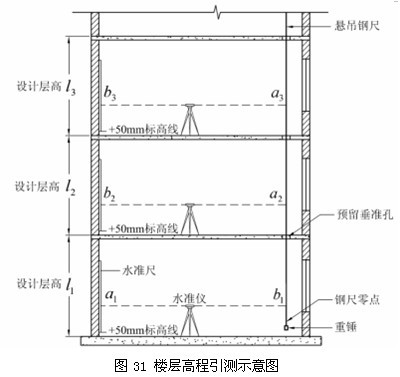
(二)高程施工測量
高程的豎向傳遞,依據(jù)地下三層A9A柱-12.450m為基準(zhǔn)采用懸掉鋼尺與水準(zhǔn)尺相配合的方法進(jìn)行,直至達(dá)到需要投測標(biāo)高的樓層,并作好明顯標(biāo)記。所在樓層必須保證3個(gè)高程控制點(diǎn)。
施工層螺栓預(yù)埋、鋼柱校正之前,應(yīng)先校測傳遞上來的高程控制點(diǎn),當(dāng)較差小于3mm時(shí),取其平均高程引測水平線。抄平時(shí),應(yīng)盡量將水準(zhǔn)儀安置在測點(diǎn)范圍的中心位置。
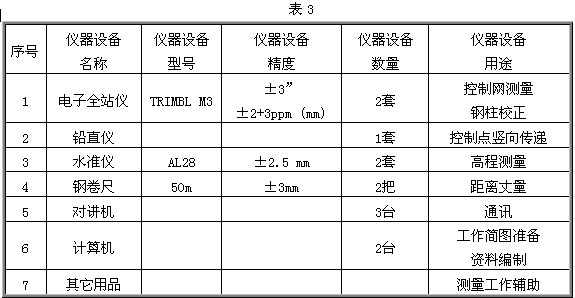
(三)測量儀器設(shè)備
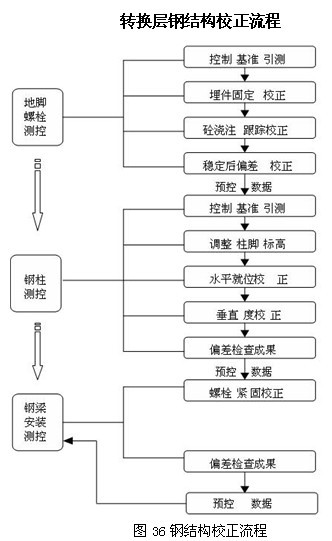
(四)地腳螺栓測控
地腳螺栓的埋設(shè)正確與否是鋼結(jié)構(gòu)吊裝過程中的一個(gè)重要環(huán)節(jié),包括地腳螺栓的安裝就位、澆筑混凝土過程中與混凝土凝固后偏差的測量。
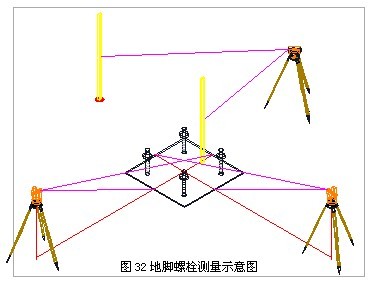
準(zhǔn)備工作:安裝地腳螺栓前,在地腳螺栓的鋼板上刻畫“十”字中心線;鋼筋綁扎完成后,在鋼筋上準(zhǔn)確投測地腳螺栓理論“十”字中心線;地腳螺栓附近利用高程控制網(wǎng)引測高程點(diǎn)。
地腳螺栓安裝測控:首先將地腳螺栓擺放在鋼筋上,并使地腳螺栓鋼板上刻畫的“十”字線和鋼筋上投測的理論“十”字中心線完全吻合,地腳螺栓中心線方向上架設(shè)2臺(tái)全站儀,準(zhǔn)確指揮地腳螺栓的安裝就位;利用水準(zhǔn)儀指揮調(diào)整地腳螺栓的高度。重復(fù)上述過程,直至地腳螺栓的平面位置及高程都達(dá)到規(guī)范要求為止。然后固定螺栓并焊牢,同時(shí)記錄偏差數(shù)據(jù)。砼澆注過程中,在地腳螺栓縱橫兩個(gè)方向架設(shè)全站儀,對(duì)螺栓進(jìn)行監(jiān)測校正。砼凝固后將放樣出地腳螺栓十字中心線,并再次測量螺栓偏差,作為鋼柱就位的依據(jù)。
(五)鋼柱安裝測控
柱子的安裝工序:構(gòu)件偏差檢查、構(gòu)件刻畫中線、軸線控制線引測、標(biāo)高控制線引測、構(gòu)件就位(調(diào)整標(biāo)高、調(diào)整位置同時(shí)調(diào)整上柱和下柱的扭轉(zhuǎn))、調(diào)整垂直度。如果不按這樣的工序調(diào)整,會(huì)很費(fèi)時(shí)間,效率很低。
準(zhǔn)備工作:根據(jù)軸線控制點(diǎn),將軸線投測到地腳螺栓附近,并作出明顯標(biāo)記;在加工好的鋼柱側(cè)面畫出與地腳螺栓 “十”字線(或下節(jié)柱的控制線)對(duì)應(yīng)的控制線;在首節(jié)鋼柱安裝時(shí),在地腳螺栓附近引測細(xì)部高程控制點(diǎn)。
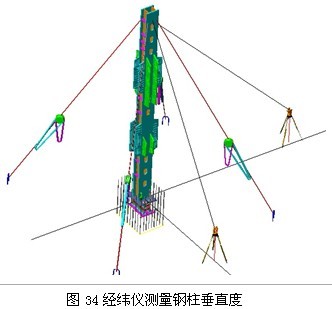
鋼柱校正:測量校正時(shí),用兩臺(tái)全站儀分別架設(shè)在鋼柱縱橫軸附近,但偏離的角度應(yīng)不大于15度。離柱的距離約為1.5倍柱長。校正時(shí)先瞄準(zhǔn)柱子下部的控制線,全站儀照準(zhǔn)部固定后,再仰視柱頂部控制線;如果重合,則表示這個(gè)柱子在這個(gè)方向上就是豎直的,如果不重合,應(yīng)進(jìn)行調(diào)整,直到相互垂直的兩個(gè)方向都符合要求為止。每根鋼柱就位時(shí)除了要校正垂直度外,還要對(duì)柱底的標(biāo)高進(jìn)行調(diào)整,通過調(diào)整柱底的螺母對(duì)每根柱的高程進(jìn)行調(diào)整,保證鋼梁的準(zhǔn)確就位。
用纜風(fēng)繩或支撐校正鋼柱時(shí),在松開纜風(fēng)繩或支撐時(shí),柱子能保持0位移狀態(tài),才能算校正完畢。如果纜風(fēng)繩和支撐的力量很大,柱子就有很大的安裝內(nèi)力,松開纜風(fēng)繩或支撐。柱子的位置就會(huì)發(fā)生變化,這樣也會(huì)使結(jié)構(gòu)產(chǎn)生較大的變化,此時(shí)不能算校正完畢
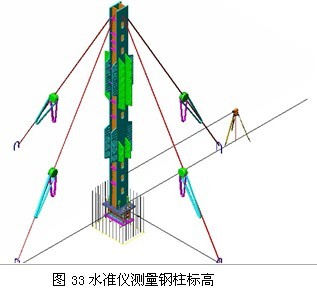
標(biāo)高控制測量:鋼柱標(biāo)高控制測量主要是控制各根鋼柱的柱頂標(biāo)高,將水準(zhǔn)儀架設(shè)在施工層上,采用中絲讀數(shù)法,進(jìn)行柱頂標(biāo)高測控。
(六)桁架與鋼梁安裝測控
首先平面解析出桁架結(jié)構(gòu)與軸線的尺寸關(guān)系,采用放大樣的方法將桁架的正投影線,放樣在附著面上,解算出各監(jiān)測點(diǎn)的坐標(biāo)。并在桁架附近,刻畫明顯標(biāo)高控制點(diǎn),作為桁架豎向就位的標(biāo)高控制依據(jù)。安裝時(shí)架設(shè)水準(zhǔn)儀,實(shí)施監(jiān)控桁架上弦桿件的標(biāo)高變化。
對(duì)于桁架的測控采用全站儀實(shí)時(shí)跟蹤測量系統(tǒng),架好全站儀對(duì)中整平后,觀測各點(diǎn)的坐標(biāo),和理論值進(jìn)行比較,計(jì)算出偏差值,指導(dǎo)工人安裝。
鋼梁標(biāo)高控制使用水平儀觀測梁兩端標(biāo)高并進(jìn)行調(diào)整。
(七)整體垂直與整體平面彎曲
鋼結(jié)構(gòu)整體垂直度和整體平面彎曲,選用鉛直儀配合全站儀的方法,對(duì)建筑物進(jìn)行整體測量。
(八)鋼柱校正保證措施
校正用的全站儀事前應(yīng)經(jīng)過嚴(yán)格檢校,因?yàn)樾U迂Q直時(shí),往往只用盤左或盤右觀測,儀器誤差影響很大,操作時(shí)還應(yīng)注意使照準(zhǔn)部水準(zhǔn)管氣泡嚴(yán)格居中。柱子在兩個(gè)方向的垂直度都校正好后,應(yīng)再復(fù)查平面位置,看鋼柱下部的中線是否仍對(duì)準(zhǔn)基礎(chǔ)的軸線。當(dāng)校正變截面的柱子時(shí),經(jīng)緯儀必需放在軸線上校正,否則容易產(chǎn)生差錯(cuò)。當(dāng)安置一次儀器校正幾根柱子時(shí),儀器偏離軸線的角度最好不超過15°。當(dāng)夏季氣溫超過25oC或有陽光直射時(shí)測量儀器要架設(shè)防曬傘,避免儀器受熱造成讀數(shù)不準(zhǔn)。在負(fù)溫度下安裝鋼結(jié)構(gòu)時(shí),要注意溫度變化引起的鋼結(jié)構(gòu)外形尺寸的偏差。如鋼結(jié)構(gòu)在常溫下制作在負(fù)溫下安裝時(shí),要采取措施調(diào)整偏差。鋼結(jié)構(gòu)制作和安裝用的鋼尺、量具,應(yīng)和土建施工單位使用的鋼尺、量具用同一精度級(jí)別進(jìn)行檢定。
五、預(yù)拼裝控制
(一)預(yù)拼裝方法
根據(jù)施工順序,將鋼構(gòu)件劃分成預(yù)拼裝單元后,將每個(gè)預(yù)拼裝單元逐個(gè)進(jìn)行拼裝。根據(jù)設(shè)計(jì)圖紙及拼裝單元形式,桁架拼裝方法采用分單元臥拼。
1.預(yù)拼裝工藝流程
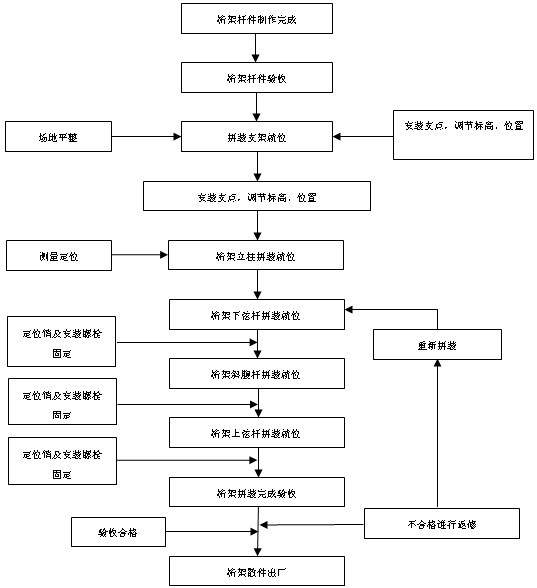
預(yù)拼裝采用工廠吊車作為主要機(jī)械,桁架采取臥拼形式進(jìn)行。因桁架多為帶弧度曲線形式,所以在臥拼期間采取型鋼支架(枕木)作為調(diào)節(jié)桁架曲線水平標(biāo)高的支點(diǎn),待每預(yù)拼裝單元所有桿件都就好位以后,對(duì)桁架進(jìn)行整體校正并穿裝安裝螺栓,預(yù)拼裝完成,進(jìn)行驗(yàn)收,將桁架拆散運(yùn)輸出廠。預(yù)拼裝工藝流程見下圖:
圖37預(yù)拼裝工藝流程
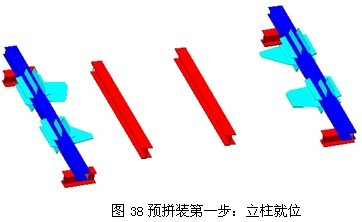
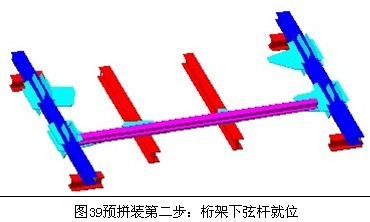
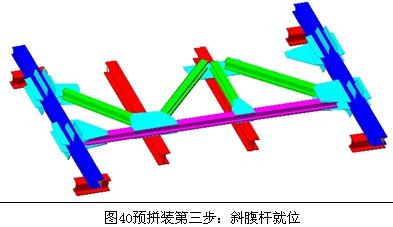
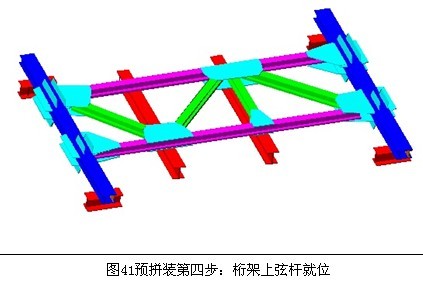
2.預(yù)拼裝步驟
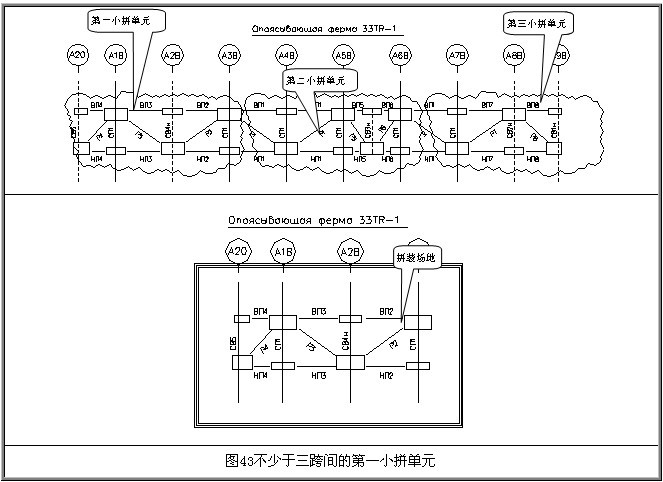
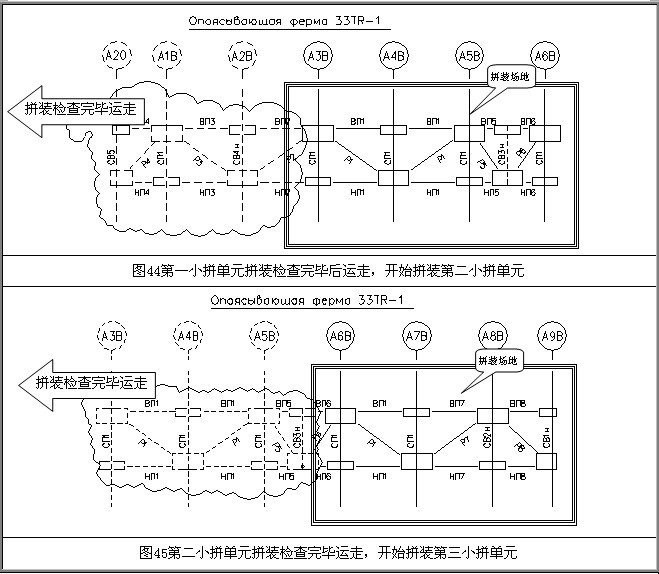
3.預(yù)拼裝原則上盡量拼裝整榀桁架,如果由于場地條件限制,沒有足夠的場地進(jìn)行預(yù)拼裝,可以按下圖方法進(jìn)行拼裝,但是必須保證最少的拼裝單元不能少于三跨間進(jìn)行連續(xù)拼裝,以保證真正達(dá)到預(yù)拼裝檢驗(yàn)工廠制作精度的目的。下面以33TR-1桁架為例進(jìn)行詳細(xì)說明:
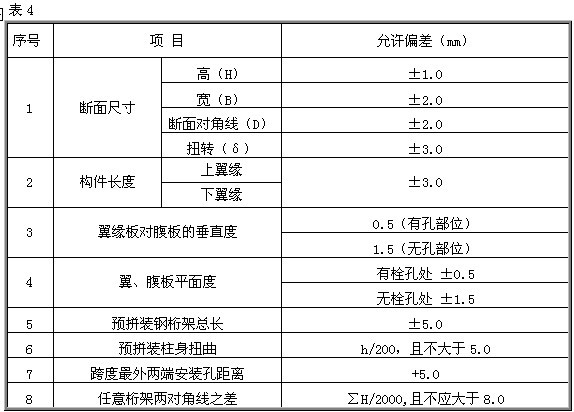
(二)構(gòu)件預(yù)拼裝的質(zhì)量要求
六、 結(jié)束語
本工程在鋼結(jié)構(gòu)施工技術(shù)上充分運(yùn)用了混凝土結(jié)構(gòu)來進(jìn)行柱腳埋設(shè)和支撐架、腳手架安裝,這樣既保證鋼結(jié)構(gòu)的穩(wěn)定性又為鋼結(jié)構(gòu)工序的開展提供作業(yè)面,減少了結(jié)構(gòu)體系不穩(wěn)的因素,確保了工程的整體工期和及經(jīng)濟(jì)效益,為同類工程的施工提供了寶貴的經(jīng)驗(yàn)。
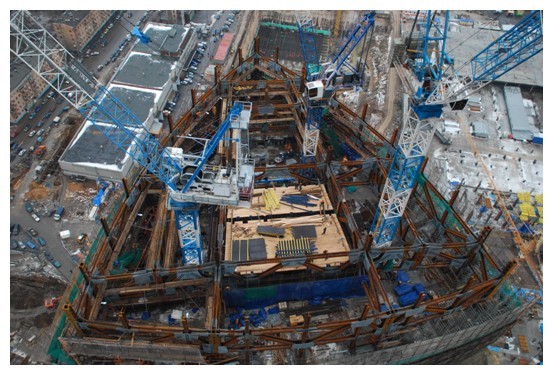
圖46轉(zhuǎn)換層鋼結(jié)構(gòu)造型初現(xiàn)
下載附件需要消耗0點(diǎn),您確認(rèn)查看嗎?










 :
: