



鋼結構技術論文


摘 要:鄂爾多斯民族大劇院工程,以蒙古民族男女的兩頂帽子為設計理念,為框架混凝土-鋼結構體系,由大圓(劇院)、小圓(音樂廳)及中間連接體三部分組成,鋼結構型式為空間雙曲面螺旋箱形結構。空間建模、詳圖設計難度大,位置坐標多樣,胎具搭設、下料、裝配精度要求高,焊接變形控制及焊接質量要求嚴。本文結合詳圖深化設計、雙曲面螺旋箱型柱制作、預拼裝等重點施工工藝,較詳細的介紹了鄂爾多斯民族大劇院制作施工技術。
關鍵詞:鋼結構 詳圖設計 雙曲面箱型柱 預拼裝
1 工程概況
隨著鋼結構行業的迅速發展,設計理念多元化,建筑結構造型越來越具有民族藝術特色。這樣就要求鋼結構構件形式向多樣化,復雜化發展。結構形式改變就要求以往傳統的制作方法進行創新,對鋼結構的制作技術水平、焊接質量、預拼裝精度要求更為嚴格。我單位承攬的鄂爾多斯民族大劇院工程作為第十一屆亞洲文化藝術節閉幕式演出場館,以蒙古民族男女的兩頂帽子為設計理念,由大圓(劇院)、小圓(音樂廳)及中間連接體三個部分組成,建筑面積37800? 。本工程結構形式為框架混凝土-鋼結構框架結構,一類高層建筑,設計使用年限為50年。鋼結構形式主要為空間雙曲面螺旋箱型柱,最大箱型截面尺寸為□600×800×20,主要截面為□500×500×16,材質為Q345D,本工程效果圖見圖1。
針對該工程空間雙曲面螺旋體結構和空間斜柱網結構的特點,我公司采用整體建模,對所有構件進行空間模擬,將空間三維圖形轉換成二維平面施工圖,并首次研發了空間雙曲面螺旋箱型柱制作工法,為現場安裝提供質量保證。

圖1 鄂爾多斯民族大劇院效果圖
2 詳圖深化設計
鄂爾多斯民族大劇院工程結構形狀復雜,主要構件為空間雙曲面螺旋箱型柱。構件為異形結構,常規詳圖深化不能準確的將單件構件反映在施工圖紙上,不能有效指導施工。為反映構件的空間實際尺寸及空間坐標位置,我單位采用X-STEEL和CAD軟件相結合,建立空間雙曲面螺旋箱型構件的實體模型,采用近似原理,對模型中每個構件進行描點,然后繪制單個零件展開下料詳圖。
2.1 空間建模
本工程結構形狀復雜,單獨采用X-STEEL設計軟件進行建模難度較大,需利用CAD軟件與X-STEEL軟件相互轉化進行三維空間建模。首先根據一次設計圖,采用CAD軟件建立空間三維線形建模,如圖2所示。
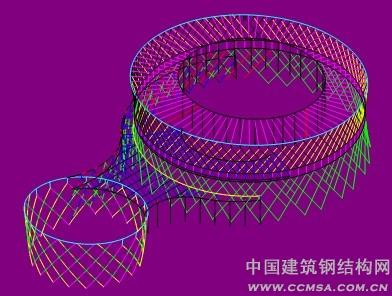
圖2 鄂爾多斯民族大劇院 CAD軟件空間線形建模
然后將CAD線形模型數據導入X-STEEL設計軟件進行空間建模,由X-STEEL設計軟件自動生成空間模型,如圖3所示。
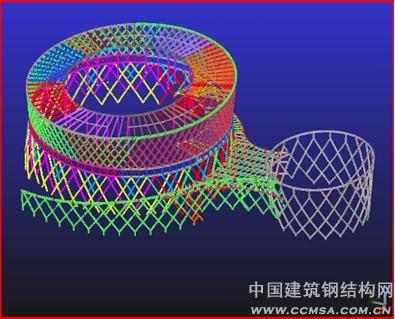
圖3 鄂爾多斯民族大劇院 X-STEEL軟件空間實體建模
2.2 轉化施工圖及構件胎具坐標
由于構件非規則性,不能由X-STEEL軟件直接導出施工圖紙。需再將X-STEEL軟件中的實體模型轉換到CAD上,如圖4所示。
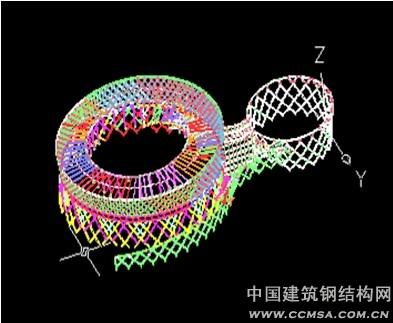
圖4 鄂爾多斯民族大劇院 CAD軟件實體模型
取出單件構件模型,如圖5所示。然后分別對每個構件建立坐標系進行合理的描點,創建各點空間坐標,根據單件構件點的空間坐標導出相應的坐標點圖,利用近似原理,將構件每個零件進行展開,得到每個零件的展開下料詳圖,如圖6所示。
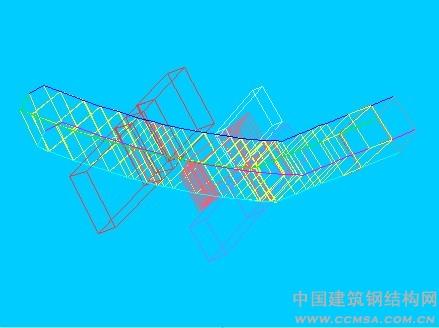
圖5 鄂爾多斯民族大劇院 單件構件實體模型
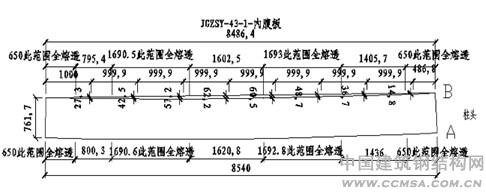
圖6 鄂爾多斯民族大劇院 CAD軟件構件壁板展開詳圖
2.3 構件分段
為了保證制作、安裝的精度和施工安全可靠,充分分析結構形式。根據箱形鋼柱交叉編織的特點,我單位采用了斜網柱一個方向為長柱,另一個方向為短柱的分段形式;采用了長柱無牛腿和短柱直接和長柱相貫對接的節點形式,節點處加設定位托板和連接板,以保證安裝一次準確就位和施工安全可靠。
3 空間雙曲面螺旋箱型柱制作
鄂爾多斯民族大劇院工程主要構件形式為空間雙曲面螺旋箱型結構,還有箱型鋼柱、圓鋼管型鋼柱、H型直鋼梁、弧型箱型鋼梁、H型和箱型環形圈梁。本文著重介紹空間雙曲面螺栓箱型構件的制作。
3.1工藝流程
施工準備→胎具搭設→鋼板下料、成型→組裝→焊接→回胎矯正→檢查→預拼裝→噴沙除銹→涂裝編號。
3.2 胎具搭設
根據單件構件的實體模型的空間坐標,得出搭胎數據,編制胎具搭設工藝。由于每件構件的三維螺旋曲面方向不一致,每件構件都需進行專用胎具的搭設。胎具材料選用大截面型鋼和厚板,搭設時采用全站儀進行空間坐標的放樣測量,并在平臺上做出投影面進行檢查,見圖7。
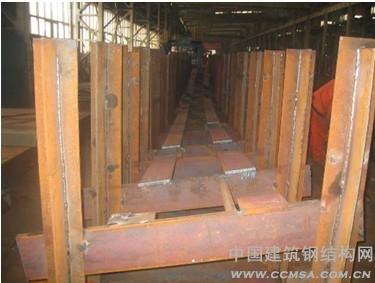
圖7 鄂爾多斯民族大劇院 胎具搭設圖
3.3 鋼板下料、成型
根據每件構件的展開詳圖進行數控編程,利用數控切割機進行下料,見圖8。鋼板下料后采用卷板機壓彎和火曲成型相結合的方法對箱型構件壁板進行彎制,使其達到設計要求弧度。

圖8 鄂爾多斯民族大劇院 數控下料
3.4 組 裝
在專用胎具上組裝時,將底板鋪在胎具上,保證底板與胎具緊密貼合,由胎具的螺旋曲面控制底板的弧度,底板定位后進行固定,見圖9。為了控制構件成型并且減少構件焊接變形,在箱內每隔1.5m設置12mm厚工藝隔板,見圖10。

圖9 鄂爾多斯民族大劇院 底板上胎、定位

圖10 鄂爾多斯民族大劇院 工藝隔板
底板定位后,裝配工藝隔板。由于箱型構件為螺旋形狀,裝配工藝隔板時應注意隔板的角度位置,保證箱型的形狀。然后將兩側腹板靠在工藝隔板上并加支撐固定,見圖11,固定后組裝頂板。組裝后應仔細檢查箱形構件與胎具是否是緊密結合,保證構件的螺旋曲線符合設計要求。

圖11 鄂爾多斯民族大劇院 組裝腹板圖
3.5 焊接
構件焊接采用二氧化碳氣體保護焊打底,埋弧焊蓋面的焊接工藝,見圖12。為控制構件焊接變形,在組裝時除加設工藝隔板還設置鋼拉條,見圖13。

圖12 鄂爾多斯民族大劇院 埋弧焊焊接

圖13 鄂爾多斯民族大劇院 工藝措施
焊接時在全熔透坡口位置采用加墊條焊接。根據構件的螺旋旋轉程度大小,對旋轉程度較大的構件在焊接時設置臨時支架,保證焊接構件平穩固定,并且在組裝胎具上進行二氧化碳氣體保護焊打底,然后再在龍門式雙絲自動埋弧焊進機上進行蓋面,以減少焊接變形。單根構件制作焊接探傷合格后,將構件吊回胎具進行復測,對控制點位置偏離的應進行矯正,見圖14。

圖14 鄂爾多斯民族大劇院 回胎復測
4 預拼裝
由于構件形狀復雜,鋼柱分為長柱和短柱制作,為保證鋼柱的制作精度和現場安裝質量,將所有鋼柱根據現場安裝單元劃分成多個預拼單元,進行平面預拼裝。每個預拼單元弧度和斜度都不一樣,需每個拼裝單元單獨搭設專用胎具進行整體預拼裝。預拼裝胎具采用大截面型鋼和鋼板搭設,搭設時不需要同單根鋼柱胎具設置多根立柱,只需根據受力分析和弧度控制點設置立柱,保證拼裝單元的穩定性和精度。由于桿件之間連接為剛接,且焊縫為熔透焊縫。在拼裝時短柱端口焊接襯條與長柱、鋼柱與胎具要緊密貼合。對不符合要求的進行調整,預拼裝尺寸檢查合格后安裝現場安裝定位板,見圖15。

圖15 鄂爾多斯民族大劇院 預拼裝
5.結 語
通過詳圖深化設計、雙曲面螺旋箱型柱制作和預拼裝等工藝上的技術創新,鄂爾多斯民族大劇院工程構件制作精度和質量達到設計及規范要求,使現場安裝提前17天完工,獲得2009年度中國建筑鋼結構優質工程“鋼結構金獎”。 該工程已成為當地標志性建筑,并成功舉辦了第十一屆亞洲文化藝術節閉幕式演出,帶來了巨大的社會效益。鄂爾多斯民族大劇院鋼結構施工技術提供了一種制作空間雙曲面螺旋箱型構件的工藝,非常適合建筑結構多維化發展的需要,可依此技術向多維空間造型構件制作進行拓展。開創了空間雙曲面異形螺旋箱型構件的先河,在處理異形鋼結構構件組裝中經濟效益明顯,增強了公司技術水平和公司競爭力,提高了鋼結構行業的技術水平,促進了鋼結構行業的發展。
參考文獻
[1] GB 50205-2001.鋼結構工程質量驗收規范.北京:中國計劃出版社.2001
[1] GB50205-2001,Code for Acceptance of Construction Quality of Steel Structures, China Planning Publishing House, Beijing, 2001
 :
: