



鋼結構技術論文


摘 要:大型設備基礎鋼結構框架,因需要承擔大型設備的靜載荷及其振動載荷,所以往往被設計未重型鋼結構構件,具有外形尺寸大、強度高、穩定性好、制作安裝尺寸精度要求高等特點。文主要介紹了框架的制作和組焊技術,闡明了組焊安裝大型鋼框架設備基礎中的難點及控制變形措施。
關鍵詞:基礎框架;組焊安裝;焊接變形;質量控制
1 前 言
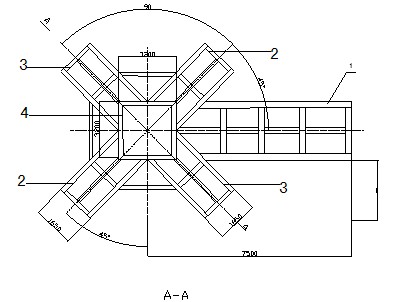
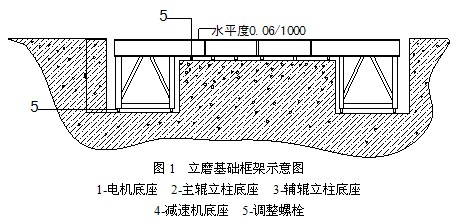
我公司于2010年承攬某建材公司年產60萬噸礦渣粉磨工程,主要設備為立磨系統,是目前為國產最大的立磨設備,負擔在基礎框架上的靜載荷為600多噸。其立磨基礎鋼框架為H型鋼焊接而成的大型基礎框架。基礎框架的H型鋼為588×300×16,由2個主輥立柱底座、2個輔輥立柱底座、1個電機底座及1個減速機底座拼焊組成,基礎框架總重為37.29t。基礎框架制作安裝公差要求為:水平度±1 mm /1000;扭曲度≤±1mm;焊縫要求嚴格,鋼結構及型鋼對接焊縫需要作超聲波探傷,檢測等級為二級。立磨基礎框架如圖1所示:
2 制作安裝工藝措施
2.1 下 料
按照圖紙設計要求,在保證焊縫質量的前提下,選用焊縫填充焊劑較少的坡口形式,這樣對減小焊接收縮變形有利。H型鋼翼板端面開Y型坡口,單側坡口30°,5mm鈍邊,腹板采用雙面30°V型坡口,2mm鈍邊,坡口加工形式采用手動氣割,并用角磨機對坡口進行打磨。
2.2 連接護板制作加工
各底座框架拼接后,H型鋼腹板兩側需2個連接護板進行加固連接。連接護板尺寸采用428×300×16mm鋼板,鋼板材質為Q235,數量為42塊,采用手動氣割進行加工并四周用角磨機進行打磨。
2.3 立磨基礎框架拼裝安裝
1)待砼基礎砂漿養護強度達到90%之后,即可對各部分進行拼裝。按照圖紙位置對減速機底座、立柱底座(2個)、輔輥立柱底座(2個)、電機底座進行對接拼裝。各底座的安裝位置通過拉鋼絲中心線來進行控制,各底座中心線位置公差控制在±1mm,同時用精密水準儀對其標高進行控制,調整方式用基礎框架上的24個M24×2調整螺釘進行精調,保證基礎框架拼裝后水平度控制在≤0.5mm/1000mm。
2)基礎框架初次拼裝完成之后,對照圖紙安裝技術要求,對基礎框架的安裝尺寸進行復檢并記錄復檢各點數據。各點數據都在公差范圍內后,對安裝的框架各部分進行點焊固定。點焊固定點的選擇遵循上下、左右對稱原則。各框架底座的上下底板與預留的基礎鋼筋網連接點焊。點焊固定后,為保證焊后基礎框架不發生大的位移,用精密水準儀及鋼板尺對其尺寸和位置重新測量并做好數據測量記錄,對偏差的位置進行調整。
3)組織有焊工上崗證的焊工對底座對接坡口處進行焊接。焊條選用J422焊條,焊條使用時要提前對焊條進行烘干。為防止焊接變形,要求焊工8人,分成4組2人一組,對稱焊接,這樣盡量減小焊接變形。其對接焊縫焊接順序見圖2所示:腹板從上而下焊接,上下翼板從中間向兩邊焊接,三條焊縫的焊接順序為1-2-3。
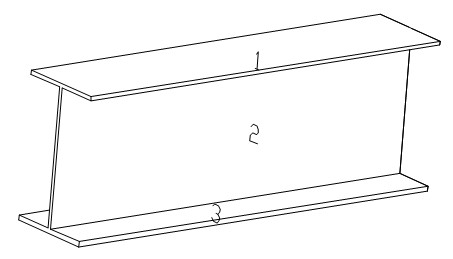
圖2 焊接順序(大型設備基礎鋼結構框架安裝焊接)
(4)焊接過程中注意事項:焊接前如果氣溫低于0度,必須對對接焊口區域用氣焊進行局部加熱,這樣可以有效的防止焊接時,焊口局部過熱出現裂紋;施焊過程中,為減小焊接部位局部過熱產生應力變形,焊接工藝遵循以下原則:必須先焊基礎框架的垂直焊縫,后焊水平焊縫,垂直焊縫要求高出對接H型鋼腹板1-2mm,焊接完成后用磨光機對兩側焊縫進行打磨,打磨至余腹板一樣水平,然后再焊接腹板兩側的加固護板;垂直水平焊縫施焊時,兩名焊工一組,在對稱位置同時施焊,一道焊縫要求焊接多層,每焊完一層,焊工需要改變位置,即對角線換位后,再焊接另一層,如此重復直至一道焊縫焊高度達到圖紙要求。
(5)所有焊縫焊接完成后,重新測量測量基礎框架上平面各重要點的水平標高,并復核基礎框架的定位尺寸有無移動。根據以上測量數據對基礎框架進行水平及定位微調。按照測量點示意圖3,對基礎框架標定的點進行測量并計算水平標高的算術平均值,之后對比測量數值與平均值之間的差值,公差值在±0.5mm以內的可不對其調整。
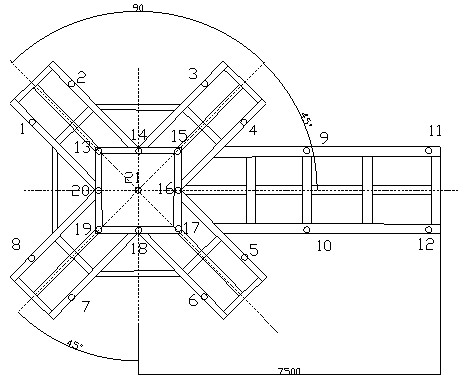
圖3 測量點示意(大型設備基礎鋼結構框架安裝焊接)
超差的需要調整,調整方法如下:標高偏高的部位,通過與相應的部位的鋼筋用電焊進行向下進行拉結;標高偏低的部位利用基礎框架原有的調整螺釘上頂進行調整。通過以上辦法進行基礎局部調整,調整至公差要求的范圍并記錄測量數據。
3 基礎框架焊接工藝參數選擇
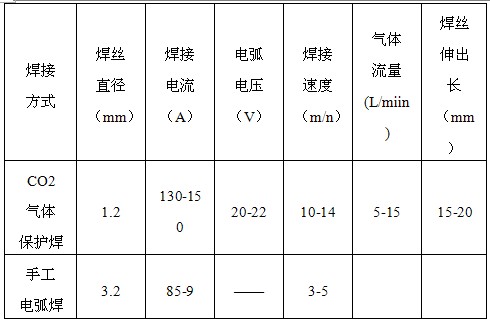
焊接過程中針對不同的焊接方式,選用不同的焊接工藝參數來保證焊縫質量,如表1所示:
表1焊接工藝參數對照表
4 基礎框架變形控制措施
4.1.嚴格工序檢查
從下料工序開始,嚴格控制基礎框架各部件各坡口尺寸及坡口角度、坡口的直線度、平面度誤差,要求基礎框架各部件的尺寸誤差,必須在圖紙或規范允許范圍內。整體拼裝后、焊接前,檢查構件的寬、高誤差在0-1.0mm范圍內,目視無扭曲現象。
4.2.選擇合適的焊接工藝參數和正確的操作方法
正式施焊前進行焊接工藝評定,根據合格的評定報告進行焊接。焊接過程采用工裝對基礎框架加以固定或點焊固定,防止焊接過程中產生角變形,同時減少撓曲變形和扭曲變形。
4.3.選擇合理的施焊順序和方向
基礎框架點焊固定后,先進行對稱焊接,焊角高度為10mm,主焊縫順序如圖所示。焊接時焊縫兩端應設有引弧板和息弧板;焊接基礎框架連接護板時,須對稱焊接,這樣施焊,防止焊接變形對稱而發生扭曲,同時避免焊接熱量集中而產生的收縮變形。
5 變形矯正措施
通過下料、拼裝、焊接各工序預防變形的措施,整體焊接后仍有可能發生輕微的變形,可采取以下辦法進行矯正。
1)局部火焰加熱矯正法。它是利用火焰對焊件進行局部加熱,產生局部塑性變形,使較長的鋼板在冷去后產生縮短來消除變形,主要將其用于矯正整體基礎框架的側彎或正彎變形。
2)矯正時選擇有一定實踐經驗的老師傅,加熱溫度控制在600℃~800℃。加熱位置選擇在變形最大處的對稱兩側,先用小火對稱加熱兩個部位,測量稍有效果后,再進一步推進,同時在基礎框架上配以鋼架+千斤頂或鍥塊固定增加外力。實踐證明矯正效果非常明顯。通過對拼接安裝、焊接各工序嚴格控制及變形矯正,最終基礎框架尺寸見表2所示,均滿足圖紙及規范要求。
表2 框架水平標高測量值

6 結 語
通過以上各工序及變形矯正施工,CRM4622立磨框架安裝順利完成。在整個立磨安裝完成后再進行調試的過程,其最終基礎框架上所安裝的減速機、立柱、電機等設備的水平、垂直方向的振動偏離值均符合設計要求。設備調試工作5天完成,10天后設備達產。這些都是前期基礎設備嚴格要求的結果。
(山東萊鋼建設有限公司建安分公司,山東萊蕪 271104)
 :
: 